Metal Casting
Metal casting is a manufacturing process where molten metal is poured into a mold cavity that represents the negative shape of a desired part. Once the metal solidifies, the mold is removed to obtain the finished casting.
- Pattern: A replica of the final part, slightly oversized to account for shrinkage, used to make an impression in the mold.
- Mold: The hollow cavity that the metal is poured into.
- Core: A sand or ceramic insert used to form internal cavities in a casting.
- Riser: A reservoir that feeds molten metal to the part during solidification to prevent shrinkage defects. The riser should cool slower than the part.
Casting processes are chosen based on complexity, surface finish, material, and required dimensional accuracy.
Mold Filling
When metal is poured, smooth (laminar) flow is preferred to avoid oxide formation from turbulent flow.
How to prevent the molten metal from splashing and oxidizing at free surface:
- Bottom-up filling structure
- Low viscosity (\( \mu \))
- Low filling speed (v)
- Short flow length (L)
Solidification
As metal cools, it contracts and eventually solidifies.
Solidification Process ImageWhen casting metal, you must consider the possibility of shrinkage by creating pattern shrinkage allowance where the mold is made larger than the final casting size.
Shrinkage Allowance:
where \( s \) is the alloy’s shrinkage over the temperature change.
Key Note
Most alloys solidify over a temperature range rather than at a single temperature as shown in the curves.
Example Problem: Shrinkage Allowance
How long should the pattern be for a 100 mm aluminum casting?Given:
This means the pattern should be 101.3mm long.
Cooling Curves
Cooling Curve of Pure Metal ImageCooling Curve of Alloys Image
Chvorinov's Rule
The total solidification time depends on size and shape of casting which is modeled by Chvorinov's Rule:
where
- \( t_{TS} \) = total solidification time
- \( V \) = volume
- \( A \) = surface area
- \( n \) = exponent (typically \( n = 2 \))
- \( C_m \) = mold constant
- \( M = \frac{V}{A} \), thermal modulus
Solidification time can be minimized by minimizing thermal modulus.
Example Problem: Solidification Time
Question: Find the solidification time of a cylindrical casting with a diameter of 75mm when mold constant is 3 \( s/mm^2 \).
Given:
Solution:
Therefore, the solidification time of the cylindrical casting is 10.7 minutes.
Casting Methods
Selected based on the part design, volume, material, cost, PDS, etc.
Temporary/Expandable Molds: Molds that are destroyed to remove the casting.
- Sand casting: Molten metal is poured into a mold made of compacted sand; after solidification, the mold is broken to remove the part. Suitable for large or complex shapes and low-cost production.
- Investment casting: A wax pattern is coated with ceramic to form a shell; the wax is melted out and metal is poured into the cavity, producing parts with excellent surface finish and fine detail.
Permanent Molds: Molds that are reusable and made from durable metals such as steel or iron.
- Gravity die casting: Molten metal flows into the reusable mold under gravity only; produces parts with better dimensional accuracy and surface finish than sand casting.
- Low-pressure die casting: Molten metal is pushed gently into the mold using low gas pressure from below, providing smooth filling and reduced defects like turbulence and porosity.
- High-pressure die casting: Molten metal is injected into the mold at very high pressure and speed, allowing production of thin-walled parts with excellent surface quality and tight tolerances for high-volume manufacturing.
Selection Table
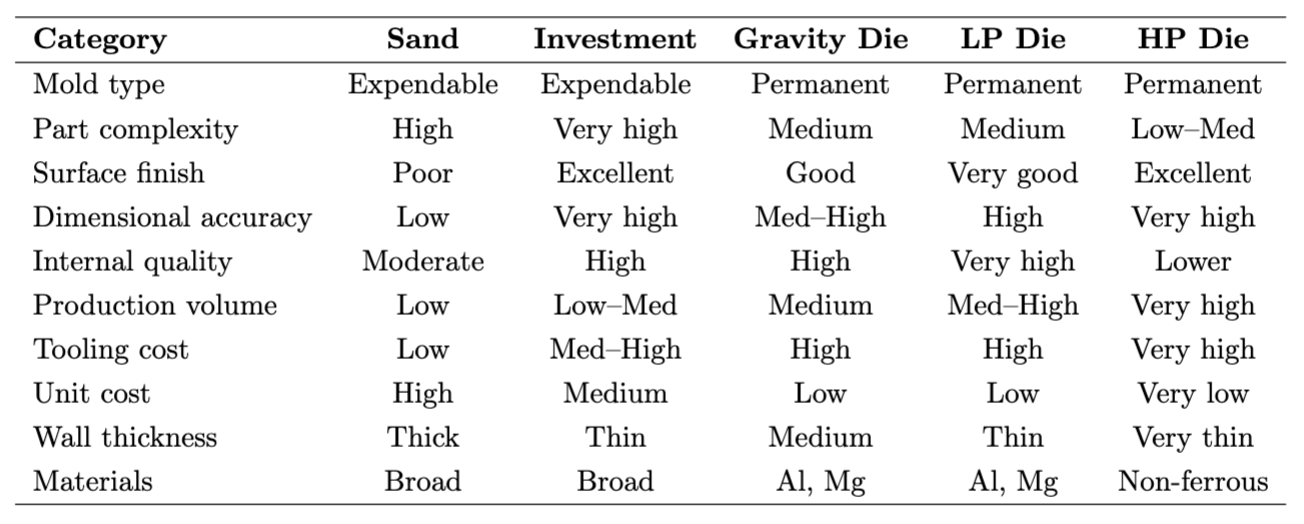
Casting Methods Comparison
Sand Casting
Sand Casting DiagramBuoyancy
Cores inside molds float because molten metal is typically denser. The buoyant force is:
and core weight is:
Chaplets must resist:
Bottom Chaplet Force (Prior to Filling)
Before pouring, no buoyant force exists. The bottom chaplets must therefore support the entire weight of the core:
Example Problem: Number of Chaplets Required
Question: Determine how many chaplets are needed to hold the core in place.
ImageGiven:
Solution:
Chaplets needed:
Design Advisor
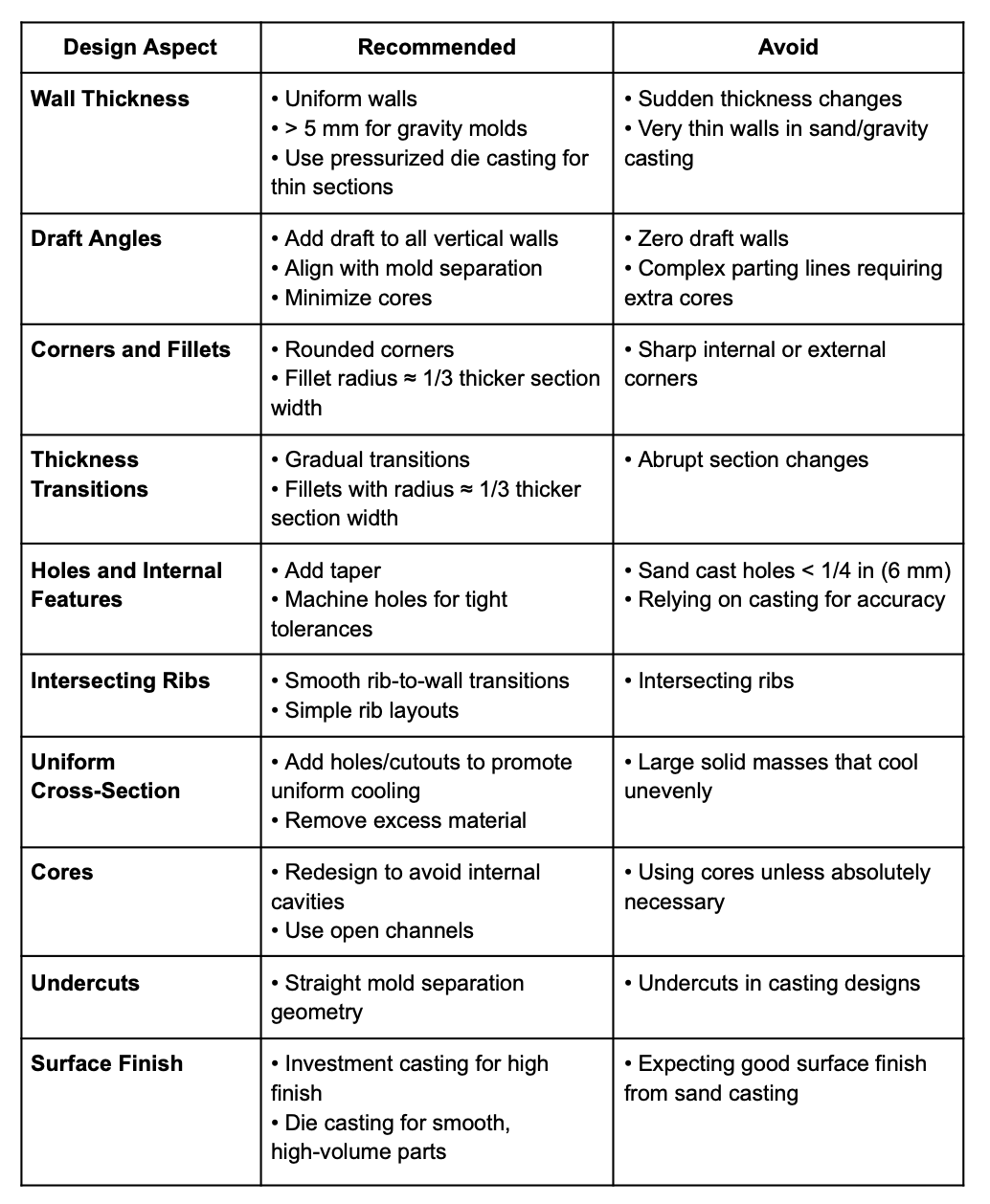
Recommended vs. Avoided Design Aspects
Key Note
Good casting design promotes smooth metal flow, uniform cooling, minimal coring, and easy mold separation.