Machining Types
- Milling: Rotating tool removes material from stationary workpiece.
- Turning: Stationary tool removes material from rotating workpiece.
- Drilling: Rotating drill bit creates holes in the workpiece.
Cutting Geometry
image of cutting geometry (slide 16)
- Terms: Rake angle \( \alpha \), Shear angle \( \phi \), Chip thickness \( t_c \), Depth of cut \( t_o \), Length of shear plane \( l_s \)
- Chip ratio: \( r = \frac{t_o}{t_c} \)
- Shear angle: \( \tan \phi = \frac{r \cos \alpha}{1 - r \sin \alpha} \)
Cutting Forces
image of cutting forces (slide 18/19)
Friction angle \( \beta \), Coefficient of friction \( \mu = \tan \beta \), Resultant \( R \)
Tool-Chip Interface
- Friction force \( F = R \sin \beta \)
- Normal Force \( N = R \cos \beta \)
Vertical & Horizontal
- Thrust force \( F_t = R \sin(\beta - \alpha) \)
- Cutting force \( F_c = R \cos(\beta - \alpha) \)
Shear Plane
- Normal force \( N_s = R \sin(\beta - \alpha + \phi) \)
- Shear force \( F_s = R \cos(\beta - \alpha + \phi) \)
- Shear Stress \( T = \frac{F_s}{A_s} = \frac{R \cos(\beta - \alpha + \phi) \sin\phi}{w t_0} \)
*box
To minimize the shear stress, differentiate with respect to the shear plane angle \( \phi \) and set the derivative equal to zero:
Differentiation with Respect to phi
- higher shear angle
- lower shear plane area
- less force needed
- lower power and temperature
Example Problem (Metric)
- \( l = 150 \) mm
- \( D_i = 10 \) mm, \( D_f = 8 \) mm
- \( N = 400 \) rpm
- Feed speed = \( 200 \) mm/min
- \( u_t = 2.8 \) N\( \cdot \)m/mm\( ^3 \)
Drilling
Terms: bit diameter \( D \), feed (len/rev) \( f \), drill speed (rev/time) \( N \)
- \( MRR = \frac{\pi D^2}{4} f N \)
Recommended drilling speeds and feed rates (insert chart from slide 70)
Tool Life
Terms: cutting speed \( V \), tool life \( t \), constants \( n \) and \( C \)
- Taylor equation: \( Vt^n = C \)
Surface Roughness
- Depends on feed rate, tool geometry, and material
- Finishing operations improve surface quality
Surface Tolerances (insert chart from slide 80)
Machining Economics
*Callout: Maximizing production rate minimizes cutting time per unit.
Terms: total time per unit product for operation \( t_c \), part handling time per part \( t_h \), machining time per part \( t_m \), tool change time \( t_t \), number of pieces cut in one tool life \( n_p \)
- Total cycle time: \( t_c = t_h + t_m + \frac{t_t}{n_p} \)
Terms: cost rate for operator and machine \( C_o \), cost of part handling time \( C_o t_h \), cost of tool change time \( \frac{C_o t_t}{n_p} \), cost per cutting edge \( C_t \), tooling cost \( \frac{C_t}{n_p} \)
- Total cost per unit product for operation: \( C_c = C_o t_h + C_o t_m + \frac{C_o t_t}{n_p} + \frac{C_t}{n_p} \)
Design Advisor
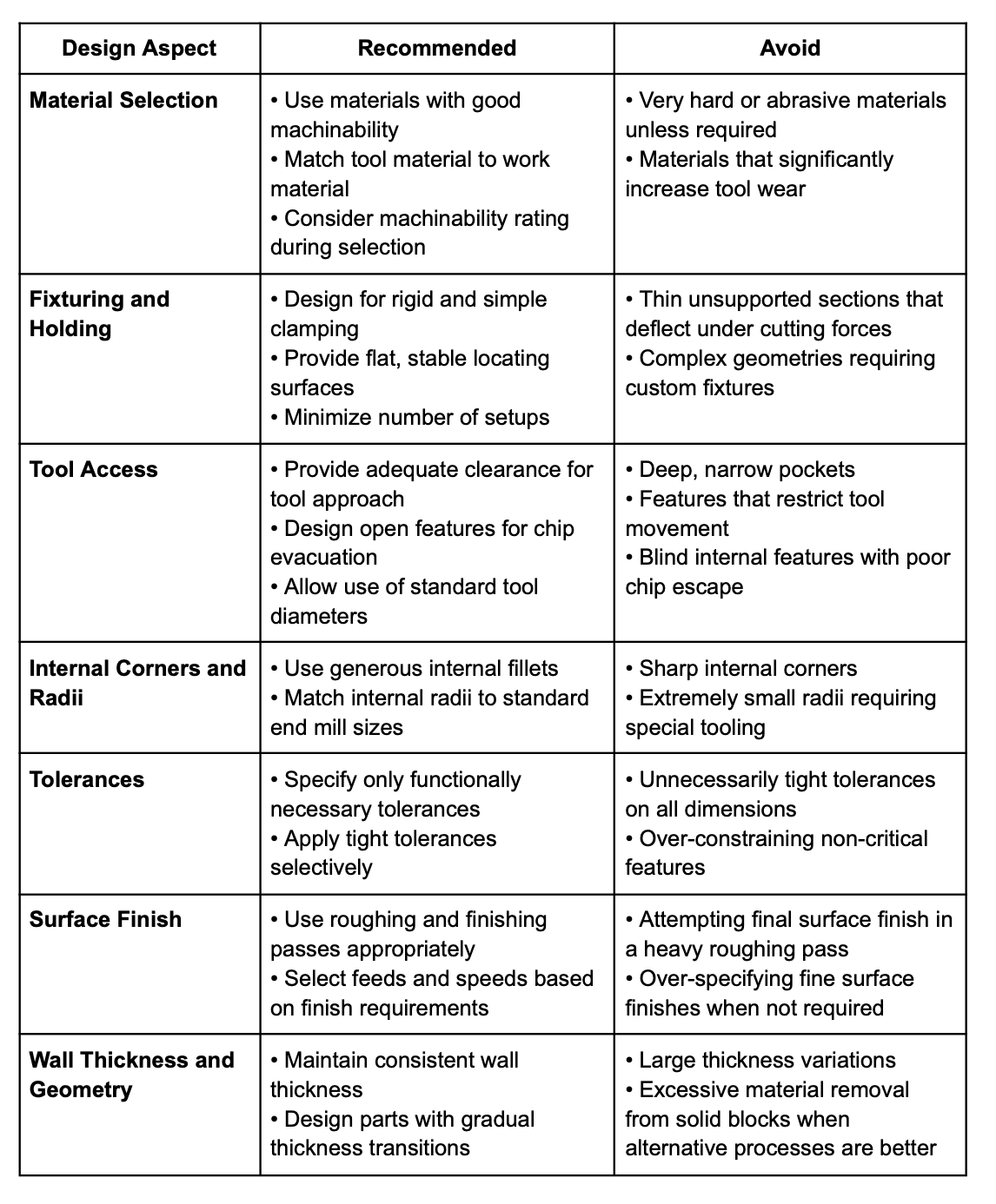
Recommended vs. Avoided Design Aspects.